Automazione Calandra con PLC e HMI Siemens
In questo articolo illustro un sistema di governo di una calandra a quattro rulli con apparecchi Siemens: PLC S7-1200 series e HMI Unified series. I PLC (Programmable Logic Controller) S7-1200 sono logiche compatte per soluzioni di automazione di media taglia, possono reggere localmente fino 284 ingressi/uscite digitali e fino 51 ingressi/uscite analogiche. Posseggono potenzialità di conteggio veloce HSC e generazione di impulsi PTO/PWM fino 200 kHz. Hanno inoltre capacità di Motion Control (1 asse) e comunicazione integrata.

I pannelli operatore HMI (Human Machine Interface) Siemens Unified series sono i nuovi pannelli di interfaccia uomo-macchina del produttore tedesco. Si tratta di touch panel a colori di diagonale da 7” a 21”. La funzionalità è stata estesa significativamente grazie supporto nativo del linguaggio HTML 5 e Javascript che ne hanno ampliato in modo prepotente la profondità di programmazione e interazione tra uomo e macchina. L’ambiente script supporta JavaScript secondo la ECMAScript Language Specification. Come script engine viene utilizzato Google V8 che implementa completamente ECMAScript 2015, 6th Edition di giugno 2015 (ECMAScript 6).


La calandra è una macchina operatrice costituita da più cilindri rotanti entro cui viene fatta transitare una lamina di materiale che, sottoposta alle forze di deformazione, viene condizionata nella foggia. Solitamente le materie prime sono costituite da lamiere di acciaio, anche inossidabile (EN 10029), lamiere di alluminio, lamine di materiali compositi deformabili, ecc. Gli spessori lavorabili vanno da 1 mm fino a 150 mm. Agendo sulla deformazione dei materiali la calandra si usa principalmente per avvolgere lamiere realizzando tubi a sezione circolare o ellittica.
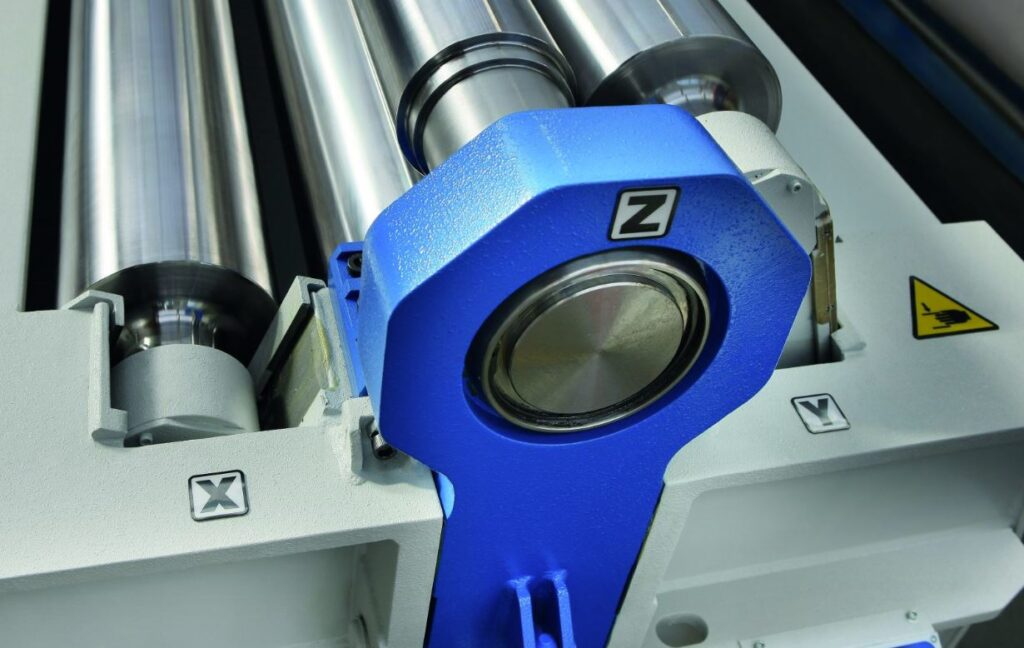
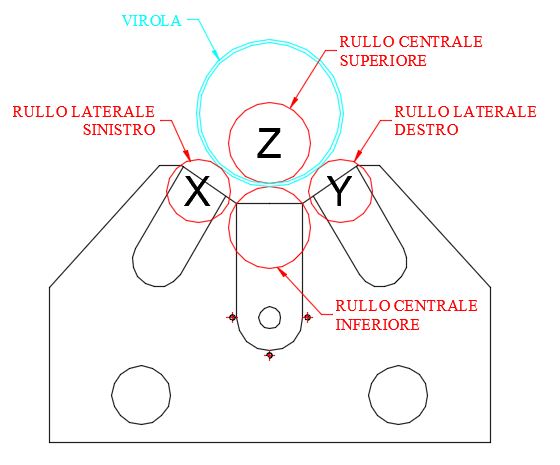
La posizione di ciascuno dei due rulli laterali mobili (X e Y) è controllata da un attuatore oleodinamico ed è rilevata da un encoder, questo sistema costituisce due assi della macchina. Il terzo asse è il sistema di rotazione dei due rulli centrali (Z), costituito da motore idraulico e da un encoder assiale. Un quarto asse può essere aggiunto per gestire la pressione di pinzatura della lamiera (P), attraverso trasduttori analogici di pressione.
La posizione di ciascuno dei tre assi (X, Y, Z) è ripetibile e programmabile in un elenco sequenziale di passi, in questo modo è possibile produrre pezzi in serie e ottenere altri vantaggi quali l’archiviazione dei programmi, il caricamento immediato e la modifica semplice e rapida degli stessi.

L’immagine sopra rappresenta la pagina di programmazione del sistema. Con dieci istruzioni di base e quarantotto righe massime di programma si può confezionare una sequenza automatica di movimenti prestabiliti e ripetibili con scarti sotto il millimetro.
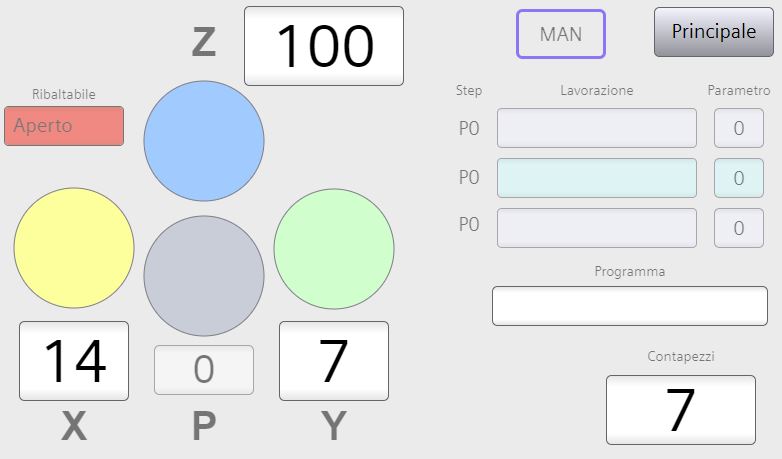
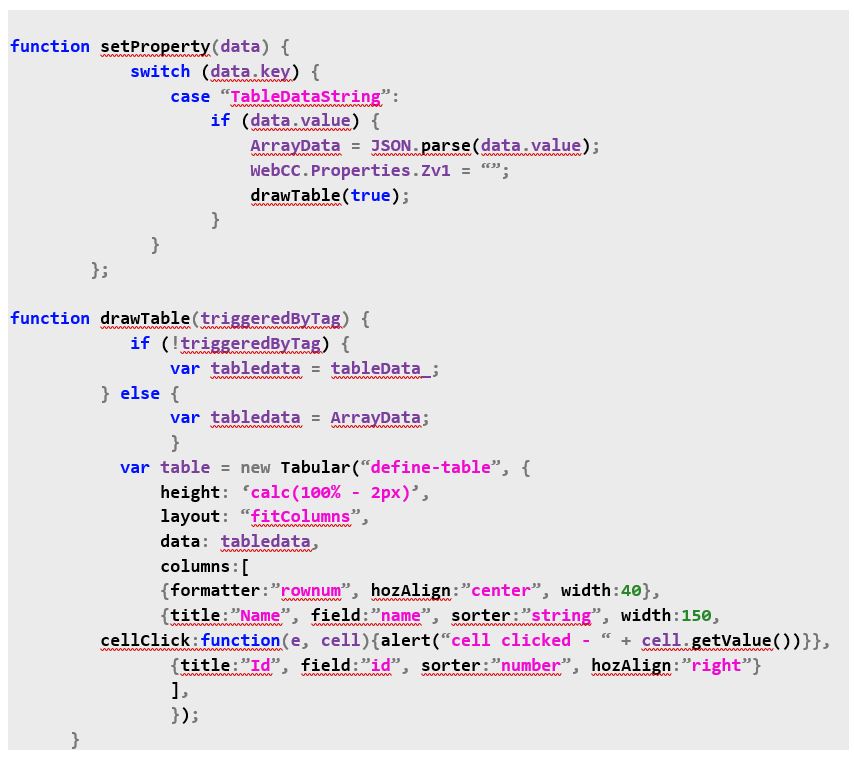
Nella pagina di lavorazione viene rappresentata la macchina durante l’esecuzione dei passi elementari di programma: la quota degli assi X, Y, Z, e la relativa posizione grafica, lo stato di alcune variabili sensibili, il contapezzi. Di seguito uno spezzone di codice con cui è programmato il sistema.